The cement industry is the backbone of modern infrastructure. At the same time, it has to deal with a few persistent challenges. Historically, the cement industry was heavily dependent on traditional methods. It has a dire need for disruption.
Integrating AI in the cement industry is a much-needed breath of fresh air. We’re on the brink of a new era that’s driven by intelligence and innovation. AI has the potential to solve many persistent problems while simultaneously increasing cement manufacturing efficiency.
Let’s look at them one by one.
The Urgent Need of AI in Cement Industry
The cement industry accounts for roughly 8% of global CO₂, consumes vast amounts of energy to meet production demands. Traditional manufacturing methods often lack the precision and adaptability necessary for optimizing production, making it challenging to minimize operational costs and maintain consistent quality. Fluctuations in raw material properties, fuel inefficiency, and unpredictable equipment behavior add to these challenges, resulting in inefficiencies and higher expenses. Different preparation methods, such as wet and dry processes, significantly impact fuel for every tonne of clinker produced, highlighting the variation in efficiency between outdated and modern systems.
As the industry faces intensifying competition and stricter regulations, cement manufacturers must adopt innovative solutions that enhance profitability while minimizing their ecological footprint. AI, particularly through the integration of computer vision, offers a compelling solution by providing real-time insights, automating quality control, optimizing operations, and predicting maintenance requirements. With Computer Vision AI, the cement industry can achieve a balanced approach to efficiency, economy, and environmental responsibility.
Problems in the Cement Industry
The cement industry faces a myriad of challenges ranging from environmental concerns to operational inefficiencies, particularly within the kiln system.
Inconsistent Raw Materials
Inconsistent cement raw material sizing in cement manufacturing leads to numerous operational challenges, affecting efficiency, cost-effectiveness, and product quality. When raw materials such as llike limestone, clay, shale, iron ore, and alternative fuels (AFR) are not properly sized, uneven heating occurs within the kiln. Smaller particles tend to overheat and decompose prematurely, while larger ones may remain partially unprocessed. This imbalance disrupts the chemical reactions critical to clinker formation, resulting in inconsistent quality.
Additionally, improperly sized materials require higher energy input for grinding and milling, which escalates production costs and increases energy consumption. Oversized particles or foreign objects in raw materials clog crushers and conveyors, leading to frequent blockages, costly downtime, and accelerated wear on machinery. Inconsistent particle sizes complicate the blending process, leading to inaccurate raw material compositions that produce substandard clinker and, ultimately, lower-quality cement.
Optimizing Kiln Operations in the Clinker Burning Process
The kiln is the heart of cement manufacturing, consuming the majority of energy in the production process. Maintaining an optimal burning zone temperature is crucial to ensure the efficient conversion of raw materials into clinker. Optimizing cement kiln operations is essential for improving energy efficiency and reducing fuel consumption. Inefficiencies in kiln operations can result in significantly high fuel consumption and increased emissions.
Cement Kilns need extremely high temperatures to produce cement clinker, the core ingredient in cement production, which requires large amounts of coal or alternative fuels. When fuel usage is inefficient, it drives up operational costs and increases emissions, particularly CO₂, which is a significant environmental concern. Inconsistency in temperature reduces energy efficiency. Moreover, temperature fluctuations damages kiln’s refractory lining, leading to costly and time-consuming to repair. Addressing these challenges requires advanced monitoring and control systems to optimize kiln operations, reduce energy consumption, and improve overall process stability.
Equipment downtime and failure
Equipment downtime and failure in the cement industry severely disrupt production processes, resulting in lost productivity, increased costs, and higher maintenance demands. Traditional monitoring systems are not effective enough to provide predictive maintenance, often leading to unanticipated breakdowns and extended periods of inactivity. Key machinery such as kilns, crushers, and conveyors operate under extreme conditions, facing high temperatures, abrasive materials, and heavy loads, all of which require continuous, real-time monitoring—something traditional systems often lack.
One of the primary causes of downtime is the failure to detect early signs of wear and tear on critical components. Without advanced monitoring systems, these wear and tear often go unnoticed. Similarly, crushers and conveyors are prone to issues such as blockages and misalignment, especially when raw materials are improperly sized or contain foreign objects. Traditional systems typically only detect problems after they have already caused significant damage, leading to costly repairs and extended downtime.
Unsafe Work Environment
Cement plants operate with heavy machinery, high temperatures, and hazardous materials, creating an inherently dangerous environment for employees. Gaseous inorganic chlorine compounds, formed during the clinker burning process, can also be present, adding to the hazardous materials in the environment. In the absence of comprehensive safety monitoring systems, the risk of accidents escalates significantly. Dangerous situations can quickly spiral out of control, endangering both workers and the entire plant.
Furthermore, the lack of digital geofencing and real-time workforce monitoring compounds these risks by making it challenging to ensure proper adherence to PPE (personal protective equipment) and SOP (Standard Operating Procedure) compliance. Ensuring that workers are in safe zones and equipped with the necessary safety gear is crucial for protecting their well-being. Without these safeguards, the likelihood of safety breaches increases, putting both personnel and operations at greater risk.
Why Change is Imperative
Cement manufacturing is the second most consumed resource in the world after water. Without it, entire cities will collapse, quite literally. Yet, with all its contributions, it’s associated with energy consumption and pollution. The need for smarter and more efficient solutions has never been more pressing.
In an industry where just 1% efficiency improvement can mean millions of dollars saved, every tonne of clinker produced requires significant fuel consumption, highlighting the inefficiencies in current production methods. AI in cement manufacturing offers unprecedented opportunities to optimize operations, reduce wastage, and enhance sustainability.
In a world demanding greener and smarter solutions, AI in cement industry is not just an innovation but a necessity for cement manufacturers to thrive while meeting global challenges. It’s the future of an industry that builds the very foundations of modern civilization.
Let’s dive deep into how AI is cementing the future, literally.
AI in Cement Industry: Use Cases
Addressing the challenges faced by the cement manufacturing requires innovative solutions, and AI, particularly through computer vision, offers a powerful tool for transformation. AI-powered computer vision systems can monitor critical processes, such as raw material sizing, rotary cement kilns, and Equipment Monitoring in real-time, detecting early signs of wear, overheating, and foreign material presence. AI can optimize rotary cement kiln operations by enhancing thermal energy transfer and improving clinker production efficiency.
Here are some of the benefits of Vision AI in cement Manufacturing.
Data Analytics in Cement Manufacturing
Computer vision AI empowers cement plant operators with real-time data and actionable insights, fostering an environment of continuous optimization. Data analytics plays a crucial role in optimizing cement rotary kilns, enhancing their combustion conditions and operational efficiencies. AI-based computer vision systems are capable of processing vast amounts of operational data and analyzing it in real-time to detect inefficiencies, anomalies, or deviations from optimal conditions.
Moreover, vision AI provides operators with precise recommendations, enabling them to fine-tune operations as issues arise. By eliminating guesswork, AI ensures that adjustments are based on empirical data, ensuring accuracy and efficiency.
Vision AI also minimizes unnecessary resource consumption by optimizing material usage and sharing intelligent insights that help maintain consistency in the final product while adhering to ideal process parameters. This results in fewer errors, reduced corrections, and ultimately lower operational costs.
In an industry where every second is critical, AI offers immediate value by accelerating decision-making processes and enabling timely actions on critical operational issues.
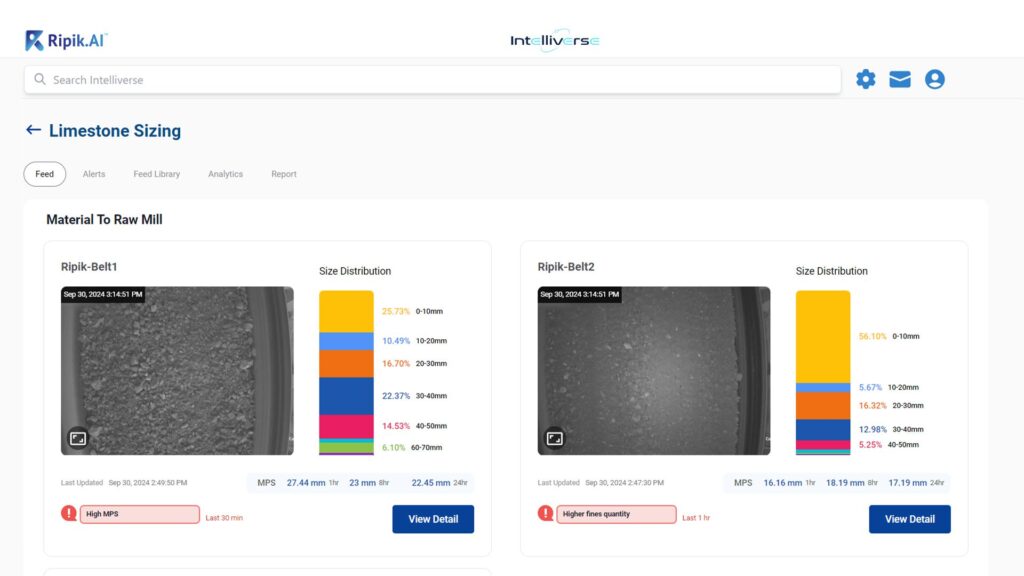
Raw Material Monitoring
Raw material monitoring is vital in the cement industry, as the quality and consistency of inputs like limestone, clay, and gypsum directly impact product quality, process efficiency and the clinker burning process. Monitoring the quality of pulverized coal is equally important, as it ensures optimal combustion and high thermal efficiency during clinker production. Keeping the quality of materials under check has been a persistent challenge in the cement industry.
AI powered by computer vision revolutionizes raw material monitoring by providing real-time insights into critical parameters such as particle size, moisture content, and chemical composition. This technology helps prevent crusher clogging and equipment failures, ensuring uninterrupted production. Additionally, it enables uniform heating in cement kilns, accurately predicts the calorific value of alternative fuels, and performs precise volumetric measurements of materials. These advancements result in stable and efficient cement production, reduced downtime, optimized resource utilization, and enhanced sustainability across operations.
Moisture Detection
Cement production deals with materials like coal, due to which moisture content is a critical factor. High-moisture raw materials can significantly impact the clinker burning process, as excessive moisture reduces combustion efficiency, increases energy consumption, and leads to unstable kiln operations. In the context of the wet process kiln, the introduction of a slurry with significant water content necessitates larger kilns for drying and increases energy consumption due to water evaporation.
Vision AI, combined with infrared (IR) cameras, offers an advanced solution for real-time moisture detection in raw materials. This integration enables continuous monitoring of moisture content in raw materials fed into cement kilns, ensuring that any deviations are quickly identified. The system triggers automated alerts when moisture levels exceed acceptable thresholds, allowing operators to make immediate adjustments to prevent inefficient combustion. By stabilizing cement kiln operations and maintaining optimal combustion conditions, AI-driven moisture detection reduces fuel wastage, enhances energy efficiency, and supports process consistency driving the optimization in cement manufacturing.
Optimizing Cement Kiln Performance
Vision AI solutions offer transformative benefits to cement kiln operations, addressing key challenges such as temperature fluctuations, raw material inconsistencies, and localized hotspots. Vision AI systems enable real-time temperature monitoring to ensures that cement kilns maintain optimal thermal conditions, preventing disruptions in the clinker burning process and reducing energy waste.
With AI-driven systems detecting moisture levels, analyzing the chemical composition of raw materials, and monitoring the formation of hotspots, cement manufacturers can optimize combustion, prevent refractory lining damage, and maintain consistent clinker quality. By continuously optimizing fuel consumption through real-time adjustments to burner settings and air-fuel ratios, AI reduces specific energy consumption and minimizes emissions, resulting in lower operational costs and a smaller environmental footprint. These solutions improve cement kiln stability and also drive significant energy savings, reduce operational downtime, and enhance overall efficiency.
Equipment Downtime Monitoring
Vision AI enables real-time equipment downtime monitoring to enhance operational efficiency and minimize unplanned downtime in cement plants. Issues related to exhaust gas emissions can exacerbate equipment wear, particularly in rotary kilns, where harmful compounds like nitrogen oxides and carbon monoxide are present. By utilizing AI for the real-time monitoring of cement plant machinery, manufacturers can detect signs of defects or wear and tear the moment they occur, allowing for immediate alerts.
From crack detection to identifying belt swaying, AI can prevent equipment failure by spotting potential issues instantly. It also provides big rock detection capabilities, identifying large material blocks that can disrupt processes or cause damage. With conveyor belt monitoring, AI tracks belt movements, preventing misalignments and wear that could lead to breakdowns. Additionally, Vision AI enhances kiln refractory monitoring by leveraging thermal imaging to detect hotspots on the kiln’s refractory linings. This proactive monitoring helps identify potential areas of failure, enabling timely maintenance and preventing costly damage to the kiln.
Futhermore, Vision AI optimizes maintenance schedules, ensuring that interventions occur only when necessary and reducing equipment downtime.
Increase Cement Manufacturing Efficiency with AI
The cement industry is dealing with challenges like increasing operational efficiency, reducing environmental impact, and maintaining profitability. AI flips the coin by turning these challenges into opportunities for growth.
At Ripik.AI, we empower cement plants to operate with unprecedented precision. Our intelligent insights, real-time monitoring, and predictive capabilities upgrade the way the cement industry operates.
We step into a future where AI is not an advantage but a necessity. AI-driven cement plants are more efficient, sustainable, and profitable. Now’s the time to act. Integrate Ripik.AI’s solutions today and make your cement manufacturing process future-ready.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai's thought leaders